


సుత్తి మిల్లులు అధిక నిర్వహణ ఖర్చులు మరియు వాటి పనితీరు కారణంగా ఉత్పత్తి నాణ్యతపై ప్రత్యక్ష ప్రభావం చూపుతాయి కాబట్టి అవి ఫీడ్ ఉత్పత్తి మరియు ప్రాసెసింగ్లో ముఖ్యమైన పాత్ర పోషిస్తాయి. అందువల్ల, సుత్తి మిల్లుల యొక్క సాధారణ లోపాలను విశ్లేషించడం మరియు నిర్వహించడం నేర్చుకోవడం ద్వారా మాత్రమే మనం వాటిని జరగకుండా నిరోధించగలము మరియు స్వల్పకాలంలో వాటిని తొలగించగలము, తద్వారా ఉత్పత్తిని తిరిగి ప్రారంభించగలము.

1, నియంత్రణ వ్యవస్థను ఆన్ చేసిన వెంటనే సుత్తి మిల్లు మొరాయిస్తుంది
హామర్ మిల్లు ఆన్ చేసిన వెంటనే ట్రిప్ అవుతుంది మరియు అది ఆన్ చేయకపోతే, ఈ లోపం హామర్ మిల్లు తలుపు రక్షణ లేదా ఫార్వర్డ్ మరియు రివర్స్ ట్రావెల్ స్విచ్ వైర్ విరిగిపోవడం లేదా వైరింగ్ వదులుగా ఉండటం, అలాగే స్టార్టప్ వైబ్రేషన్ వల్ల కలిగే షార్ట్ సర్క్యూట్ల వల్ల కంట్రోల్ సిస్టమ్ ట్రిప్పింగ్ వల్ల సంభవించవచ్చని సూచిస్తుంది.
పరిష్కారం:హామర్ మిల్లు యొక్క డోర్ ప్రొటెక్షన్ లేదా ఫార్వర్డ్ మరియు రివర్స్ ట్రావెల్ స్విచ్ వైర్లను తనిఖీ చేయండి. వైర్ దెబ్బతిన్నట్లయితే లేదా వైరింగ్ వదులుగా ఉంటే, దెబ్బతిన్న ప్రాంతానికి చికిత్స చేయడానికి ఇన్సులేటింగ్ టేప్ను ఉపయోగించండి మరియు వదులుగా ఉన్న వైరింగ్ను గట్టిగా చుట్టండి.
2, సుత్తి మిల్లు ప్రారంభ ప్రక్రియలో, ఆకస్మిక షట్డౌన్లు సంభవించవచ్చు
హామర్ మిల్లు ప్రారంభ ప్రక్రియలో, ఆకస్మిక షట్డౌన్లు సంభవించవచ్చు, వీటిని పునఃప్రారంభించవచ్చు, ఇది హామర్ మిల్లును ప్రారంభించిన తర్వాత కూడా వైబ్రేషన్ వల్ల షట్డౌన్ సంభవిస్తుందని సూచిస్తుంది.
3, హామర్ మిల్లు యొక్క ఫీడింగ్ పోర్ట్ లేదా క్రషింగ్ చాంబర్లో చాలా పదార్థాలు పేరుకుపోయాయి.
సుత్తి మిల్లు యొక్క సుత్తి బ్లేడ్ల మధ్య పెద్ద అంతరం మరియు సుత్తి మిల్లు యొక్క ఫీడింగ్ దిశ మరియు సుత్తి మిల్లు యొక్క ఆపరేటింగ్ దిశ మధ్య అసమానత పదార్థాల స్ప్రేయింగ్కు దారితీస్తుంది మరియు కాలక్రమేణా, క్రషింగ్ చాంబర్లో చాలా పదార్థాలు పేరుకుపోతాయి.
పరిష్కారం:
(1) సుత్తి మరియు స్క్రీన్ మధ్య క్లియరెన్స్ సాధారణంగా ఉందో లేదో తనిఖీ చేయండి.
(2) హామర్ మిల్ గైడ్ ప్లేట్ దిశ, హామర్ మిల్లు భ్రమణ దిశకు వ్యతిరేక దిశలో ఉందో లేదో తనిఖీ చేయండి.

4, సుత్తి మిల్లు యొక్క విద్యుత్ ప్రవాహం అస్థిరంగా ఉంటుంది
సుత్తి మిల్లు యొక్క విద్యుత్ ప్రవాహం అస్థిరంగా ఉంటుంది, ఇది సుత్తి మిల్లు యొక్క ఫీడింగ్ దిశ మరియు సుత్తి మిల్లు నడుస్తున్న దిశ మధ్య అస్థిరత కారణంగా ఏర్పడుతుంది.
పరిష్కారం: మెటీరియల్ సుత్తి బ్లేడ్ భ్రమణ దిశలోనే పడుతుందని నిర్ధారించుకోవడానికి గైడ్ ప్లేట్ను తనిఖీ చేయండి.
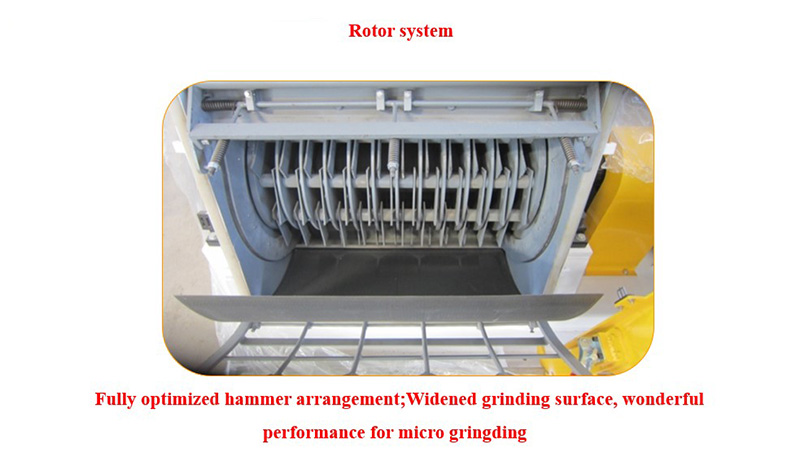
5, సుత్తి మిల్లు తక్కువ ఉత్పత్తి
పేలవమైన డిశ్చార్జ్, హామర్ వేర్, స్క్రీన్ ఎపర్చరు పరిమాణం, ఫ్యాన్ కాన్ఫిగరేషన్ మొదలైన సుత్తి మిల్లు తక్కువ ఉత్పత్తికి దారితీసే అనేక అంశాలు ఉన్నాయి. ఆన్-సైట్ తనిఖీ తర్వాత, నిర్దిష్ట పరిస్థితి ఆధారంగా లక్ష్య పరిష్కారాలను అందించాలి.

6, సుత్తి మిల్లు బేరింగ్ వేడెక్కుతుంది
బేరింగ్ వేడెక్కడానికి కారణమయ్యే అనేక అంశాలు ఉన్నాయి, అవి:
(1) రెండు బేరింగ్ సీట్లు అసమానంగా ఉన్నప్పుడు లేదా మోటారు రోటర్ హామర్ మిల్లు రోటర్తో కేంద్రీకృతమై లేనప్పుడు, షాఫ్ట్ అదనపు లోడ్ ప్రభావానికి లోనవుతుంది, ఫలితంగా వేడి ఉత్పత్తి అవుతుంది.
పరిష్కారం:బేరింగ్ నష్టాన్ని ముందుగానే నివారించడానికి మరియు ట్రబుల్షూట్ చేయడానికి యంత్రాన్ని ఆపివేయండి.
(2) బేరింగ్లలో అధికమైన, తగినంతగా లేని లేదా పాతబడిన లూబ్రికేటింగ్ ఆయిల్.
పరిష్కారం: ఉపయోగించే సమయంలో సూచనల ప్రకారం క్రమం తప్పకుండా మరియు పరిమాణాత్మకంగా లూబ్రికేటింగ్ ఆయిల్ జోడించండి.
(3) బేరింగ్ కవర్ మరియు షాఫ్ట్ మధ్య ఫిట్ చాలా గట్టిగా ఉంటుంది మరియు బేరింగ్ మరియు షాఫ్ట్ మధ్య ఫిట్ చాలా గట్టిగా లేదా చాలా వదులుగా ఉంటుంది.
పరిష్కారం: ఈ సమస్య సంభవించిన తర్వాత, పరికరాలు నడుస్తున్నప్పుడు, ఘర్షణ శబ్దం మరియు స్పష్టమైన డోలనం ఉంటుంది. ఈ సమయంలో, ఆపరేటర్ వెంటనే యంత్రాన్ని ఆపి, బేరింగ్ను తీసివేసి, ఘర్షణ ప్రాంతాన్ని రిపేర్ చేసి, ఆపై అవసరాలకు అనుగుణంగా తిరిగి అమర్చాలి.
సాంకేతిక మద్దతు సంప్రదింపు సమాచారం:బ్రూస్
టెల్/వాట్సాప్/వెచాట్/లైన్: +86 18912316448
ఇ-మెయిల్:hongyangringdie@outlook.com
పోస్ట్ సమయం: నవంబర్-01-2023








